


热门搜索:
冲孔铝单板作为建筑幕墙的一种新型材料,以其重量轻、刚性好、强度高等特点在建筑幕墙中得到越来越广泛的应用。冲孔铝单板具有易加工、经济实用和品质优良等一系列优点,促使了冲孔铝单板幕墙在我国短短的十几年里有了巨大发展。当今,无论在大都市还是小城镇都会见到一座座形式各异、色彩缤纷的铝单板幕墙工程。铝单板幕墙作为一种产品,在我国技术规范尚不健全和在一些不正当的市场竞争的挤迫下,造成铝单板产品市场混乱,质量下降,将易加工性能变成粗制滥造,将经济实用变成了低廉产品,鉴于目前问题的存在,我们要分析铝单板加工的过程控制,从而保证铝单板产品的质量。
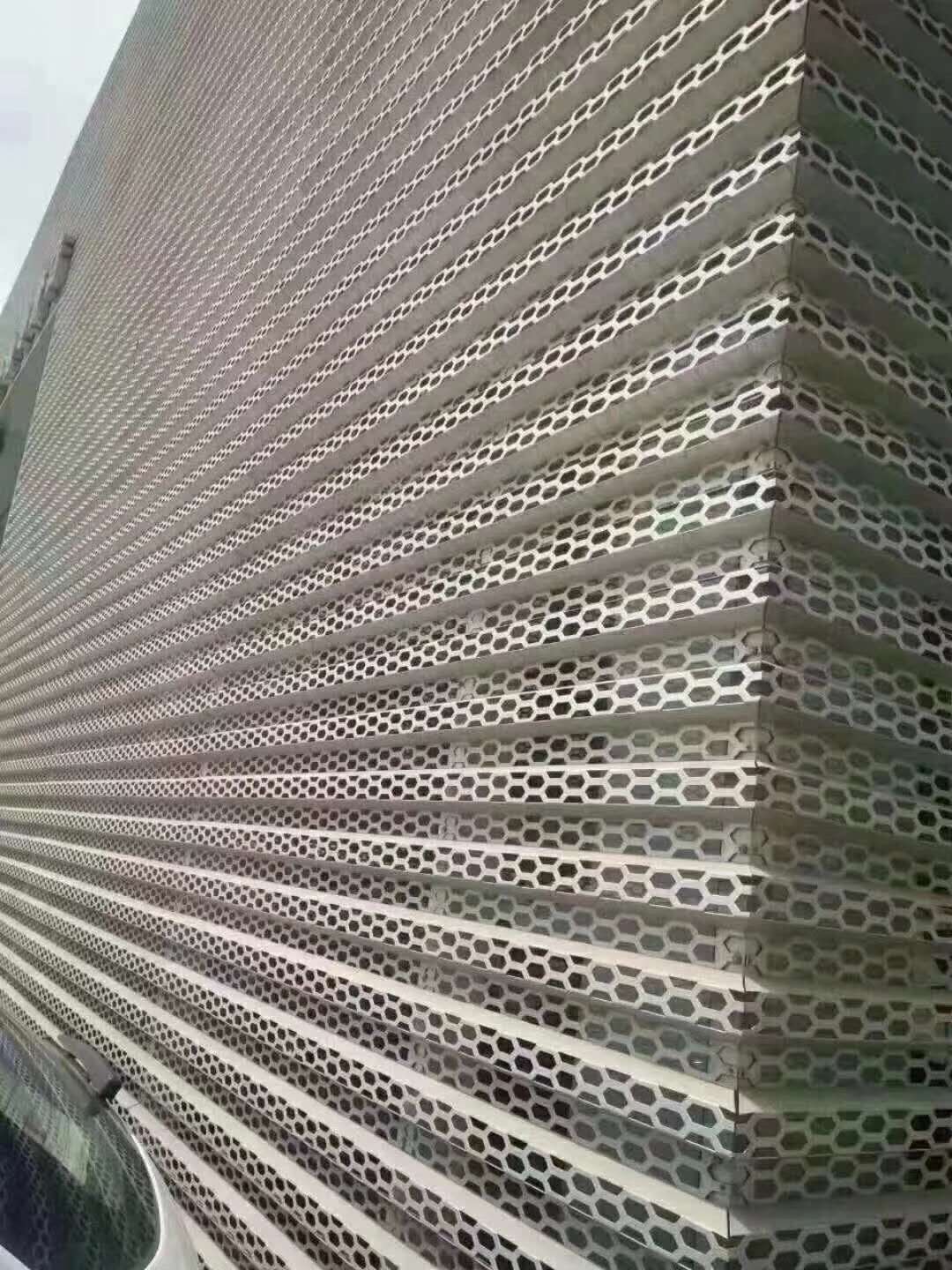




冲孔铝单板的材质及构造
冲孔铝单板采用优质高强度铝合金板材,其常用厚度为1.5、2.0、2.5、3.0MM,型号为3003或1100/8011。其构造主要由面板、加强筋和角码组成(见附图1)。角码可直接由面板折弯、冲压成型,也可在面板的小边上铆装角码成型。加强筋与板面后的电焊螺钉(螺钉是直接焊在板面背面的)连接,使之成为一个牢固的整体,较大增强了冲孔铝单板幕墙的强度与刚性,保证了长期使用中的平整度及抗风抗震能力。
2. 冲孔铝单板的加工过程
冲孔铝单板加工厂首先外购原板,或采购铝卷通过开平线裁切出原板,通过切角、刨槽、雕刻、数冲、折弯、焊接、打磨、钻孔、抽接等一系列工序,加工成形状各异的满足用户不同需要的产品。铝板加工成型后,再经过酸洗、水洗、钝化等前处理工序,较后进行喷涂。喷涂分氟碳喷涂和粉末喷涂,氟碳喷涂一般用于高档外装饰铝板的表面处理,喷涂颜色多种多样,色彩绚丽,保质期长,还可以根据用户需要喷仿木纹,或仿石材的颜色。铝单板加工设备易于系列化、成套化、方便建立生产线,即可以满足大批量产品的快速加工,又可以加工形状复杂的单件产品。
3. 原板加工的过程控制
首先检查来料的材质单和合格证,目视来料无划伤、腐蚀,板面平整、保护膜不开裂;实测检验板材尺寸公差、对角线、厚度负偏差等是否符合标准规定。铝卷开平过程中防止异物带入矫平机损伤辊面及板材,开平后铝板表面及时贴保护膜防止划伤。开平铝板质量检验按国家标准。每次开卷铝卷头由于在引板过程中受压变形严重,即使经过初矫和精矫也不合格,所以这一段要作为二级板使用,二级板可以加工角片及垫板等不重要工件,严禁使用二级板加工外饰面板,以次充好。
4. 钣金加工成型的过程控制
冲孔铝单板加工工艺性好,可加工成平面、弧形面和球面等各种复杂的形状。首先要根据不同的零件制定合理的加工工艺。对于简单的零件直接采取下料、切形的方式,对于异形复杂零件需要采用雕刻机或数冲加工,对于尺寸及外观精度要求特别高的零件则需要采用数铣加工。为了减少不同工序间周转划伤,针对不同方式加工的零件,在下料时就进行分类,这样既能提高生产效率又能保证加工质量。很多异形零件不能一次成型,需要拆分成几件折弯后再组焊在一起,还有的**大分格的板幅,受原材料尺寸限制,也需要拆分后拼接组焊。由于形状复杂,面积较大,焊道较长,且材质较薄,焊接应力会引起板面扭曲、波浪变形,焊缝处凸凹不平,严重影响了外饰效果。针对组焊的零件,要注意合理拆分零件,避免长焊道,若出现长焊道时,**采用点焊或断续焊的方式连接;如果必须满焊,则考虑增加焊道筋或采取水冷的焊接方式,控制板面变形。冲孔铝单板外饰板常年承受风压,为了保证其强度和抗风压的能力,在铝单板背面要合理布置加强筋,加强筋一般垂直于长边均布,用电焊螺栓连接,要合理调整焊接电流的大小,既要保证电焊螺栓的强度,又不能电流过大,在板正面引起栽钉印痕,电焊螺栓焊接后要进行拉拔试验,验证焊接强度,防止栽钉脱落。对于2.5MM以下厚度的铝板,由于铝板较薄,电焊螺栓在板正面易引起栽钉印痕,这时加强筋的安装则考虑采用粘接的方式,避免因栽钉印痕造成外饰效果不良。